|
 |
 |
 |
 |
 |
||
| 13 - 17 May 2014 Pad 1 Stand 64 |
Just in time furniture line |
 |
||
 |
||
|
|
||
|
|
||
|
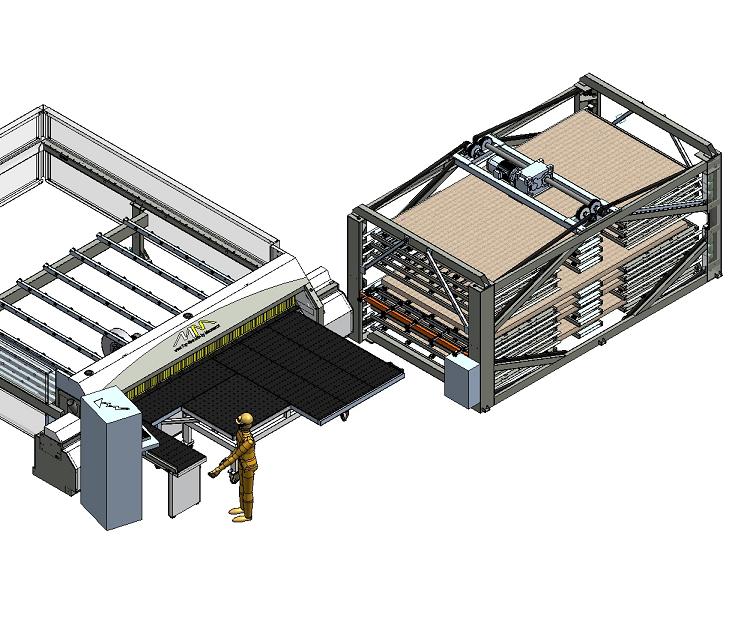
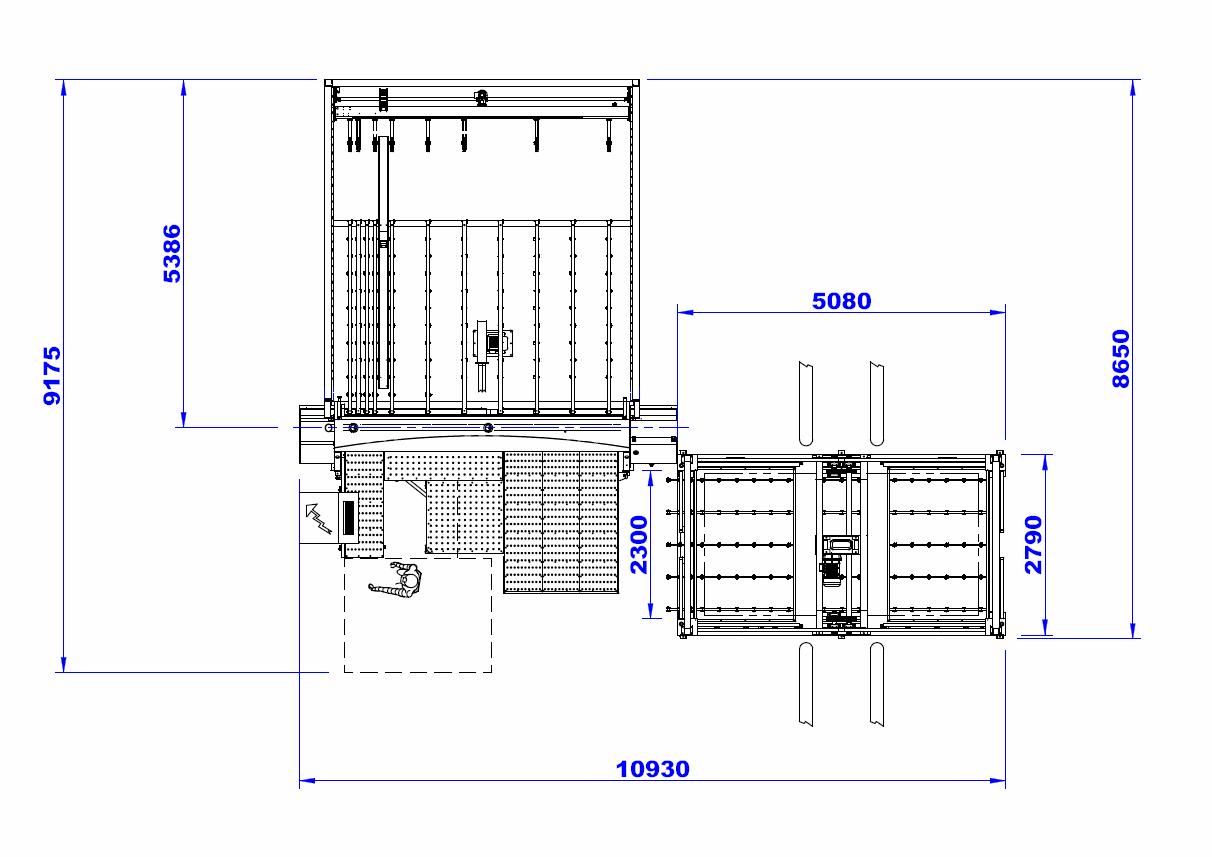
The experience in Mechanics of no. 3 families' generations ( 60 years ) common to the no. 3 well known companies specialized and part of the Hi Tech Group ( as per Presentation letter and first idea of Catalogue enclosed ) will bring us to exhibit - at next Xylexpo of 4/8 May in Milan - the below described '' Just in time furniture line to cut, edge and bore/ inserting flexible lots/ batches '' able to guarantee a production up to no. 16 Kitchens per shift.
|
||
 |
||
CUT |
||
|
Macmazza starts this line presenting a brand new patented automation, 'PIERO', named after the best of our skilled engineers.
It is a flexible loading/parking/unloading
warehouse which dispenses with
the need of a costly forklift operator in the area where the panel
working
machine is, or parts of panels to be recycled are. This robust platform ( 3.500 kg ) will load
5.000 kilos in several,
flexible stations and has been designed and patented to solve the real
'bottleneck' of any monoblade machine ( and of all the panel machines
inserted
in small batches flexible working islands ) where complex handling of
loading/parking parts/rejects to be recycled or manual unloading must
be
carried out by several operators working in close proximity to the
machines
with the need of a forklift and its driver. Nowadays the small batches- and just in time
orders depend entirely on the
efficiency of machine and forklift operators moving from the panels
stockage to
the working islands. In practice the high performance of the most
efficent and modern machines
are impeded by handling problems in presence of small
orders. Moreover the handling of expensive rejects to
be recycled makes the process
more complex. Often rejects are stockpiled close to the
machines, possibly for future
recycling, but commonly they remain finally expensive and
big
rejects which by the year end occupy valuable industrial
space, too. Consequently customers are loosing the will to
invest in high performance
machines! The expensive, total automation of
the ' batch one ' cannot be the
right solution for companies needing also an acceptable productivity
but in
their flexible working islands, which could be equipped at lower cost
even
connected ‘’on line’’ together,
but always working also ‘’stand
alone’’
and in both way very efficiently. This line working process begins in the office,
where
the orders are received and with the same speed final parts of
furniture to be
produced are transmitted just in time to the line . Both coming from furniture Cad Design
or Managerial
software programs, either collected by simple lists of same parts to be
cut,
those furniture parts will be informatically inserted simply in an
Optimization
program saving rejects as generating results of the best
possible cutting
patterns, also using the highest thickness/stack capacity available in
the beam
saw and suggesting, case by case, all the most
convenient formats
of original panels or even of parts to be recycled, according
their
presence recorded and up-dated in stock. The Macmazza beam saw is provided with a double
microprocessor, the first controlling all the machine movements as
electronic
axis, at the same time that the other Personal Computer is only working
as
interface of the operator ‘s full programming and therefore
able also to give
the inputs to all the following line, without any cycle interruption . In fact, labels can be generated on board of the beam saw PC and printed with the same sequence of the parts cut, therefore guiding all same parts at all the following operations of edge-banding first, then automation and turning/ re-feeding devices and finally up to the boring/ inserting, granting the possibility of reading the self-programming of the following machines only reading numbers, letters or even a bar code. 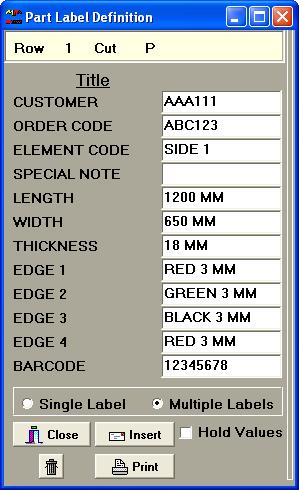 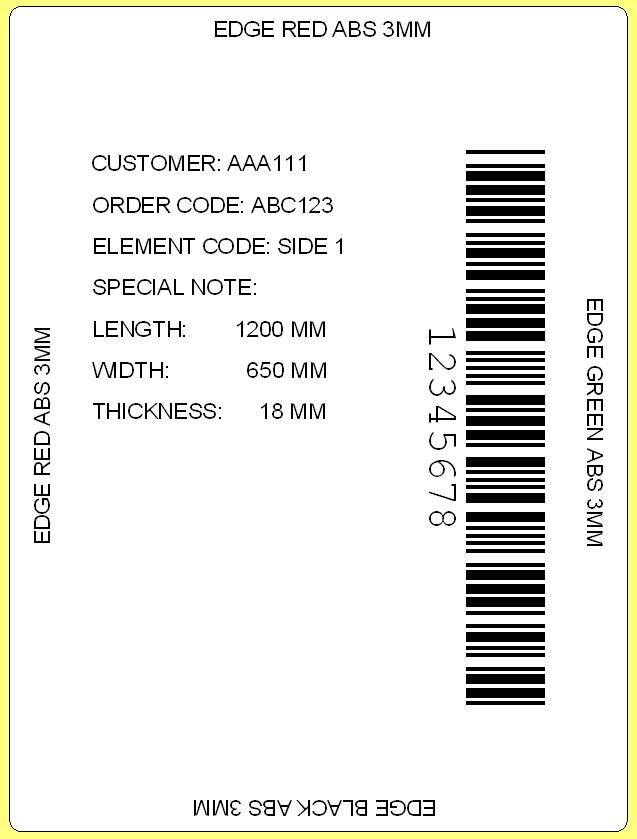 Granting the result of maximum manpower reduction, now we analize the working process: Once the single panel or stack is loaded over
the fork lifter ( even using
a simple vacuum crane that Macmazza can supply ) the forklift operator
coming
from the main panels warehouse, or from the supplier’s truck,
can organize the
supply in advance, by loading the 'PIERO' flexible stations in masked
time
(when the operator is working on the machine). He can also remove the rejects from some
stations which are not immediately
recyclable and leave - close to the operator - panels with different
colour,
thickness, size and material required to complete the most urgent
flexible
orders. It also allows the operator to change sequences
according to demand (for example
just in time orders networked to the machine PC ) by selecting one
picking
station and taking it to the machine loading/unloading height at the
right time
in a completely independent way. Macmazza beam saws are also equipped with
software for the stockpiling and
handling of rejects which can be left in one or more of the stations on
the
'PIERO' machine, used in the software programme, so they can be easily
identified during the recycling operations. In addition the dimensions of 'PIERO' can be
customized and with its
shelves fitted with wheels, it facilitates handling even of the
delicate
panels. The extremely heavy duty 'PIERO' was designed
to be built entirely, tested
and pre-assembled in the Macmazza workshop and then simply placed and
used by
personnel not necessarily skilled either in mechanics or in
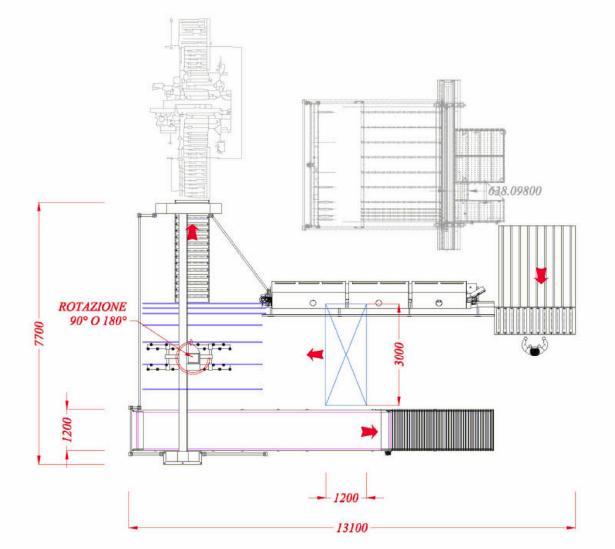
electronics. As you can see in the enclosed picture, 'PIERO'
loading/ unloading/ parking
area perfectly matches the rotating air flotation table- with
Macmazza’s
further international patent - removing the only 'bottleneck' that is
the front
handling, particularly hard in presence of complicated cutting patterns
up to
no. 5 different cut levels, as generated to optimize the rejects and
corresponding to no. 5 different rotations of the same sometimes thick
and
large stack of panels. The real needs of modern companies are
addressed with the investment in an
automation which maximizes the efficiency working with reduced labour,
optimum
recycling of rejects reduced to a minimum with minimum effort. Together with the above automation Macmazza
inserts on line a super-performance
mono-blade beam saw front/ side loaded with grippers, Top
Saw, as
having resolved the 'bottleneck' of the front handling, consequently
all the
performance has been improved and among the
upgrades we would like
to highlight the following: - height of cut up to 110 mm – no. 6
panels of 18 mm
each – but also best movements and cut of one single panel,
maybe in the more
and more trendy ‘’ honey comb
’’, up to 80 mm thick or of no.
2 of
50 mm each -better optimization of all the axes movements
according to real panel
dimension and thickness, to minimize cycle time -increase of all the axes speeds, that can be
varied by adjustable speed
motors according to the different characteristics of material to be cut
or to the cutting quality required. -lengthening of the side aligner stroke to
combine the simultaneous
rotation and the transverse cutting of several strips on a patented
whole
table, the strips being parallel aligned without any effort of the
operator,
also thanks to the whole supporting table when unloading … in fact, this totally turned table
is an important position of the full
line to stock cut panels and to divide them for the lables
applications, before
feeding following machines on line and/ or pre-rollers stations for
eventual
stock on the floor. |
||
AUTOMATION connection panel sizing - edge bander |
||
|
The moving of the panels from the panel sizing
machine towards the edge
bander takes place thanks to a simple transport system having idle
rollers
placed on side of the panel sizing machine itself. With consideration
to the
available room, this first gravitational moving track will also permit
the
stacking of any panels. The panels will go down by gravity or with the
help of
the operator towards the introduction roller conveyor linked to the
edge
bander. |
||
EDGE |
||
|
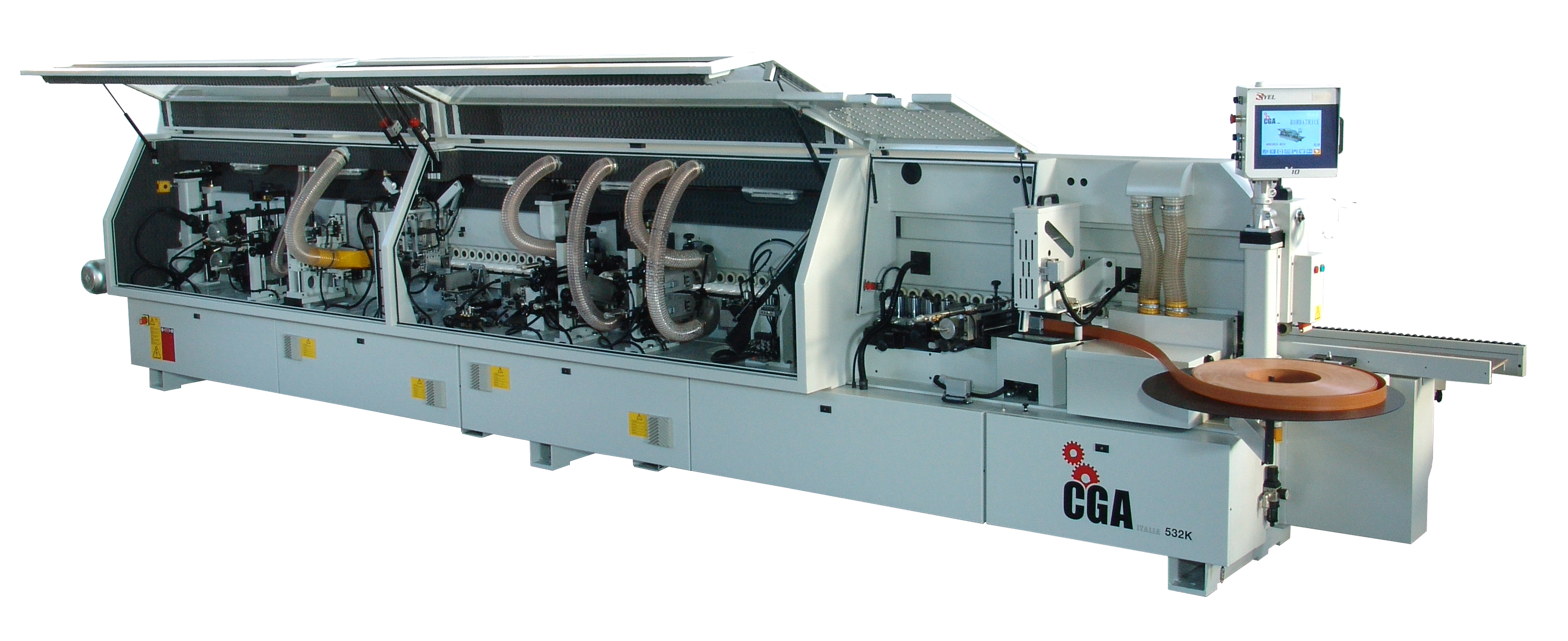
With edge bander Dynamic in its 8.10.A - r.a. one version, aims at bringing concept and technology into small and medium enterprises, with user-friendly systems and top performances, with an excellent quality-price ratio, but above all with those guarantees of accuracy, reliability, and flexibility that has always provide.
All the solutions to insert the Dynamic one
product in a panel production
system are enclosed in a machine structure slightly exceeding 6 m hence
making
it possible to perform any required processing. Controlled-axis systems drive all the groups
operating on finishing and
follow all the customer’s specifications so to
obtain the required
quality. The diamond tools installed on the Pre-milling,
Hogging, Finishing, and
Rounder Units guarantee an unchanging finishing for considerable time!! Our units complete with systems to optimize the
tool wear, such as the
Pre-milling ones provided with a self-centering system, ensure long
life to
tools and, consequently, a considerable saving in management costs. In cooperation with RIEPE, 3 stations have been
installed that perform an
additional finishing of the panel such as the anti-adhering station at
the
machine input to spread a liquid over the entire panel length, to
easily remove
any glue residual (on request, also a anti-adhering station may be
installed
for the panel end). Moreover, a cooling-antistatic station on the
pressure unit
output removes the static effect of ABS and PVC materials and ease
suction. Lastly, there is a polishing station installed
before the RIEPE DISPANN
special brush units to obtain the maximum edge finishing. The S 7 system easy programming comes with the
Bar Code system for the
quick retrieval of the operational program required. Dynamic 8.10.A - r.a. one can process panels
ranging from 8 to 60 mm in
thickness and with 2 fixed forwarding speeds at 11 m/1' and 18 m/1. Offers its basic function with this
product to then optimize all
the possible modifications to be made, based on the
customer’s specific
requirements: a multi-radius management, a multi-reel management,
speeding,
etc. |
||
AUTOMATION connection edge bander - drilling machine |
||
|
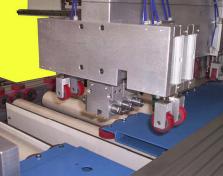
Connection for panels return- panels rotation – drilling machine feeding
The moving and the linked automation on exit of
the edge bander will permit
to control, accordingly to the cycle needs, either the return of panels
to be re-introduced
into the edge bander after a 90°-180° rotation, as well
as the moving towards
the final step of the panel machining. i.e. the drilling operation. In a way to enable what just described, on the
edge bander exit it is
linked a system of motorized belts, properly prepared to move
the panels
either longitudinally and as well crosswise towards the picking area by
means
of the moving device, which being
equipped with a vacuum picking frame
will be able to lift the panel and if necessary, to execute the
90° or 180°
rotation, accordingly to the requirements and sizing of the same. The role of this moving device is to move the
panel towards the panels
return moving system, till the edge banding cycle will be finished;
only
afterwards the moving operation will take place towards the motorized
roller
conveyor linked to the drilling machine, in a way to complete the panel
working
cycle. |
||
 |
||
BORE Drilling-Inserting machine |
||
|
The Alberti
machines for the introduction and continuous
longitudinal advancing of the panel belonging to the model
range VECTOR/CN,
are the result of experience and updated research in the field of
automatic
applications on drilling and insertion of tooling, on panels typically
used in the
furniture manufacturing either on “just in time”
process and as well for the
production of small or middle “lots”. All versions of this machine range are
distinguished by a patent pending
and modern system for the clamping and moving of the panel along X Axes
(longitudinal advancing) using a special self-aligning, linear sliding
suction
cup. Extremely performing and profitable is the
laser system for the automatic
detection of the “zero point” on X coordinate
(panel length) permitting in
addition to the “reading” of panel front side, a
reading of the rear size in
this way enabling a real measurement of the panel, recovering the
possible
present tolerances. The machine is manufactured on a monolithic
high rigidity frame in welded
high thickness steel plate, thus enabling the application of precise
movement
kinematics of the different working units. The longitudinal movement of the panel on work
takes place on a roller
table subdivided in three different fields: loading area (motorized),
working
area (rectified rollers), unloading area (motorized). Our technology will easily permit us to
integrate the VECTOR/Cn machine
inside a production cell with logic “lot one”, as
well as to position inside an
assembly line, or more simply to link it to possible automatic loading
and
unloading systems for the panel. The VECTOR/Cn machines are available in the
versions SH (single operating
head) and DH (double operating head). Our Company technical staff is in the position
of offering extremely
customized solutions, satisfying the most various and diversified production
requirements, thus granting the best
price-to-performances ratio. It
is typically possible to execute following operations: vertical and
horizontal drilling operations, linear and interpolated routing
operations,
grooving and insertion of “tooling”, easily passing
from one panel to another one
without the need of machine
“set-up”. The dimensions of the workable panels may pass
from a minimal length of 300
mm. to a maximum one of 1200 mm.; while the maximum workable thickness
will
reach the 60 mm. The machine is equipped with the exclusive
drilling heads fitting out
the patent pending “expansion mechanical block”
which is coupled to the spindle
selection and de-selection pneumatic system. Thanks
to this system and as well to the mechanical movement of
“Z” axes , it is possible to get
the right and constant control of the tool during the several drilling
phases,
thus granting the quality and precision performances of the operation
especially executed during the application with big diameters or the
execution
of “through-feed” drills. The VECTOR/Cn machine may be equipped with a
minimum of 28 independent,
vertical, upper drilling spindles up to a maximum of 50. In the base versions there are also some
horizontal heads which will enable
the execution of drilling operations on 4 horizontal sides of the
panel. Wide choice among specific last generation
aggregates suitable to execute
complementary operations, such as routing (router HSK-F63) with the
coupling of
tool change magazine, the grooving operation (circular saw group) and
the insertion of tooling (hinge plates, drawer
runners, bushings, dowels, and
so on.) everything inside the machine technological limits. Accordingly to specific demands, it is
furthermore possible to equip the
machine with a lower operating head fitting out independent drilling
spindles. The VECTOR/Cn machine is equipped with a
control board fitting out a last
generation Personal Computer, used as interface operator/machine. To obtain the independent control of the axes
and the several
Inputs/Outputs, it is used a CN able to control a minimal of 3 up to 8
axes. The preparation of working programs is executed
with a powerful
“user-friendly” software, WINDOWS-XP integrated. Programs for the reading and interpolation of
“bar code” are available. The programming system, being based on the use
of a standard PC, will make
very simple and cheap the connection towards the “company
net” typically
adopted for the launching and controlling of datas (transmission of
production
list, sending and research on remote part-program files). |
||