|
 |
 |
 |
 |
 |
||
| 13 - 17 Maggio 2014 Pad 1 Stand 64 |
Just in time furniture line |
 |
||
 |
||
| |
||
|
|
||
|
L’ESPERIENZA
PLURI-GENERAZIONALE DI TRE NOTE
AZIENDE SPECIALIZZATE DELL’ HI TECH GROUP PORTERA’
AD ESPORRE ALLA PROSSIMA
FIERA DI MILANO XYLEXPO – PADIGLIONE 2 – UNA
‘’ LINEA JUST IN TIME PER TAGLIO,
BORDATURA E FORA-INSERIMENTO DI LOTTI FLESSIBILI
‘’, CON |
||
 |
||
CUT - SEZIONATURA |
||
|
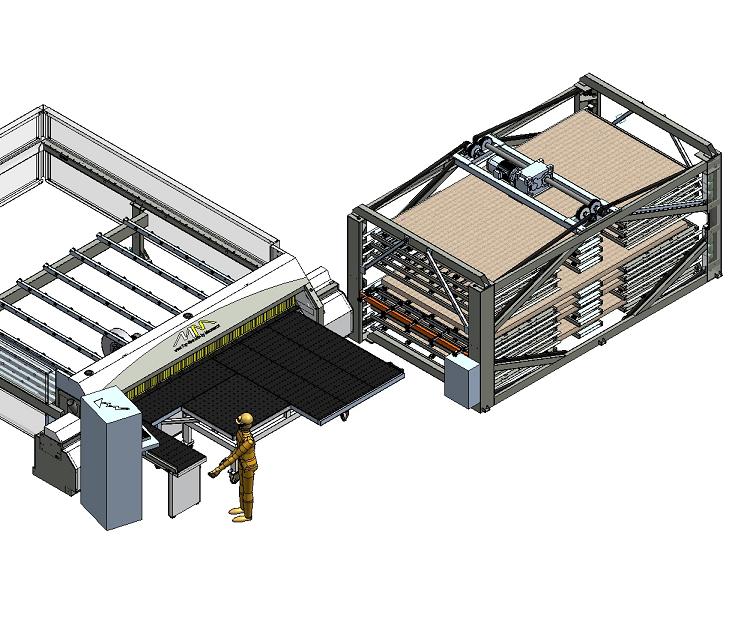
MACMAZZA INIZIA QUESTA LINEA INTRODUCENDO LA NOVITA’, CON BREVETTO INTERNAZIONALE, DELL’AUTOMAZIONE CHIAMATA ‘PIERO’, COME UN VALENTISSIMO COLLABORATORE.
E’
UN MAGAZZINO
FLESSIBILE DI CARICO/ PARCHEGGIO/ SCARICO CHE ELIMINA OGGI
ALL’INTERNO DELLE AZIENDE LE COMMESSE A
PICCOLI LOTTI E ‘JUST IN TIME’ COMPORTANO UNA
DIPENDENZA TOTALE DELL’EFFICIENZA
OPERATORE / MACCHINA DALLA MOVIMENTAZIONE EFFETTUATA DAI
MULETTISTI,
SEMPRE PROIETTATI DAL MAGAZZINO PANNELLI ALLE ISOLE DI LAVORO PER IL
PICKING.
IN PRATICA LE ELEVATE PRESTAZIONI DELLE MACCHINE PIU’
EFFICIENTI E MODERNE SONO
BLOCCATE DAI PROBLEMI DI MOVIMENTAZIONE DELLE PICCOLE
COMMESSE.
INOLTRE SPESSO,
INFATTI, GLI SCARTI VENGONO LASCIATI
IN PROSSIMITA’ DELLE MACCHINE
CON L’IDEA DI UN RICICLO
FUTURO, CHE INVECE SI TRAMUTA IN UN COSTOSO SCARTO DEFINITIVO -DI
SOLITO A FINE
ANNO- CHE OCCUPA PREZIOSI SPAZI AZIENDALI . DI CONSEGUENZA I CLIENTI
STANNO
PERDENDO
IL
PROCESSO PRODUTTIVO DELL’ INTERA LINE
INIZIA IN UFFICIO, DOVE VENGONO RICEVUTI GLI ORDINI ED ALLA STESSA
VELOCITA’
JUST IN TIME SI FANNO PARTIRE LE COMMESSE, FRUTTO DI
PROGRAMMI CAD DESIGN
SUL MOBILE DA REALIZZARE O COMUNQUE PARTENDO DA LISTE DI PEZZI FINITI
DA
OTTENERE DOPO IL TAGLIO E CHE VERRANNO CON ASSOLUTA
SEMPLICITA’ INFORMATICA
INSERITI IN UN PROGRAMMA DI OTTIMIZZAZIONE SALVA-SCARTO, IL QUALE
TRASFERIRA’
DIRETTAMENTE AL PROGRAMMA DELLA SEZIONATRICE IL
PERSONAL COMPUTER A BORDO DELLA
SEZIONATRICE, LAVORANDO DUNQUE CON DOPPIO MICROPROCESSORE ( UNO
GESTISCE LE
OPERAZIONI DELLA SEZIONATRICE TUTTE COME ASSI ELETTRONICI,
L’ALTRO SI DEDICA
APPUNTO CONTEMPORANEAMENTE E QUINDI SENZA INTERRUZIONI SOLO ALLE
OPERAZIONI DI
INTERFACCIA E SOFTWARE DI LINEA ) DIVENTA DI FATTO
ANCHE UN GESTORE
DELLA LINEA, GENERANDO ANCHE A BORDO MACCHINA ETICHETTE CHE, STAMPATE
CON 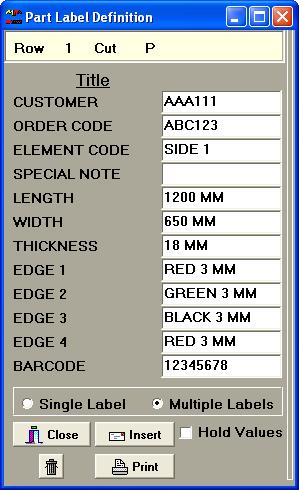 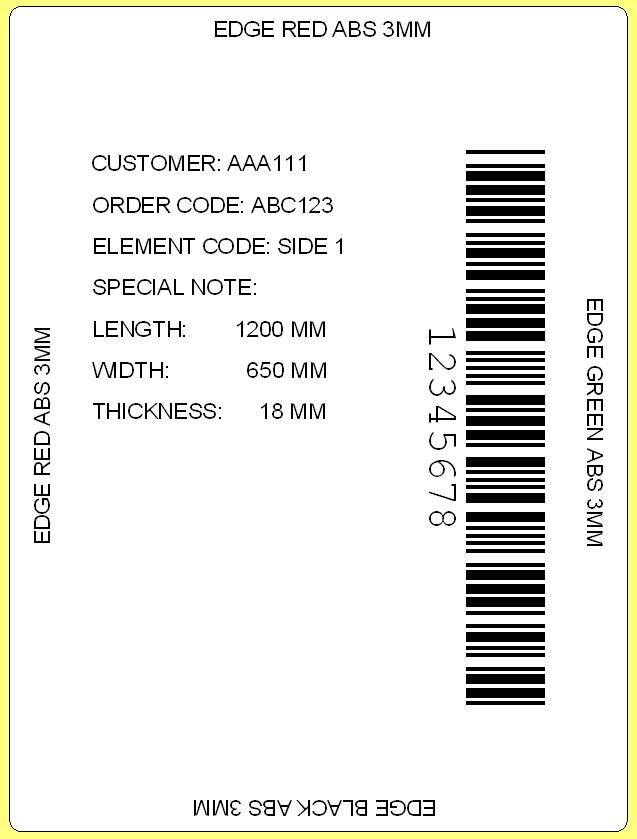 RIDUCENDO
QUINDI AL MINIMO LE
SEZIONATRICI MACMAZZA SONO DOTATE ANCHE DI
UN SOFTWARE DI IMMAGAZZINAMENTO E GESTIONE DEGLI SCARTI PARCHEGGIABILI
IN UNA O
PIU’ STAZIONI ‘PIERO’
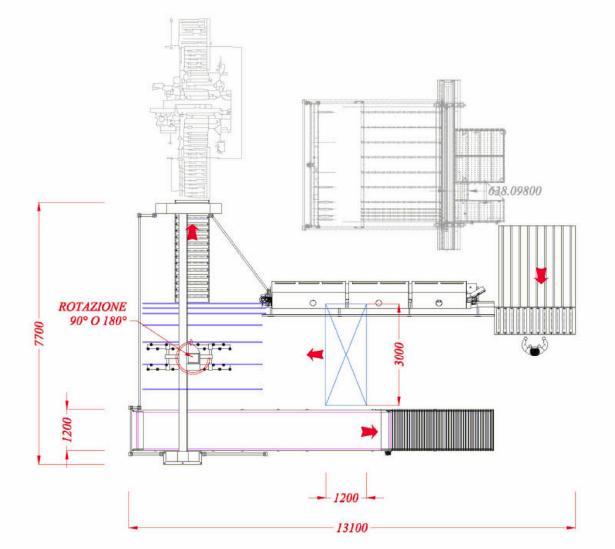
E’ STATO PROGETTATO NELLA SUA
ROBUSTEZZA PER ESSERE
COMPLETAMENTE COSTRUITO, TESTATO E PREASSEMBLATO IN
MACMAZZA, POI FACILMENTE INSTALLABILE ED
UTILIZZABILE DA PARTE DI
PERSONALE NON SPECIALIZZATO IN MECCANICA, NE’ TANTOMENTO IN
ELETTRONICA . COME SI EVINCE DALL’ IMMAGINE ALLEGATA ‘PIERO’ RAPPRESENTA L’ABBINAMENTO IDEALE CON IL PIANO A VELO D’ARIA ROTANTE, NUOVO BREVETTO INTERNAZIONALE SEMPRE DI MACMAZZA, CHE GARANTISCE L’ATTACCO TOTALE ALL’ UNICO ‘VERO COLLO DI BOTTIGLIA’ DI OGNI SEZIONATRICE MONOLAMA, DATO DALLA MOVIMENTAZIONE FRONTALE, PARTICOLARMENTE ELABORATA NELLE NUMEROSE E PESANTI ROTAZIONI DI PANNELLI SUGGERITE QUANDO SI ACCETTANO TUTTI GLI SCHEMI DI TAGLIO COMPLESSI, MA SALVASCARTO, COME PERVENGONO DA OTTIMIZZAZIONI FINO A 5-CINQUE LIVELLI DI TAGLIO ; SI MASSIMIZZA COSI’ ANCHE L’EFFICIENZA INDOTTA DALLA MINORE MANODOPERA, PUR SEMPRE NECESSARIA PER OTTIMIZZARE GLI SCARTI, ANCH’ESSI COSI’ RIDOTTI AL MINIMO, MA COL MINIMO SFORZO. ASSOCIATA
ALL’AUTOMAZIONE SUDDETTA MACMAZZA
INSERISCE NELLA LINEA UNA SEZIONATRICE ‘TOP SAW’
MONOLAMA CON PINZE IN CUI,
AVENDO ELIMINATO IL ‘COLLO DI BOTTIGLIA’ DELLA
MOVIMENTAZIONE FRONTALE,
TUTTE LE PRESTAZIONI ORA REALMENTE SFRUTTABILI SONO STATE POTENZIATE. TRA
LE MIGLIORIE EVIDENZIAMO : -
ALTEZZA DI TAGLIO FINO A -
MAGGIORE OTTIMIZZAZIONE DI TUTTI I
MOVIMENTI DEGLI ASSI IN FUNZIONE DELLE REALI DIMENSIONI E SPESSORI DEI
PANNELLI, PER UNA VELOCITA’ MASSIMA DI CICLO TAGLIO -
AUMENTO DELLE VELOCITA’ ASSI, ANCHE
REGOLABILI CON MOTOVARIATORI, IN RELAZIONE ALLE DIVERSE CARATTERISTICHE
DEI
MATERIALI DA TAGLIARE ED ALLE QUALITA’ DI TAGLIO RICHIESTE |
||
AUTOMAZIONE collegamento sezionatura-bordatura |
||
|
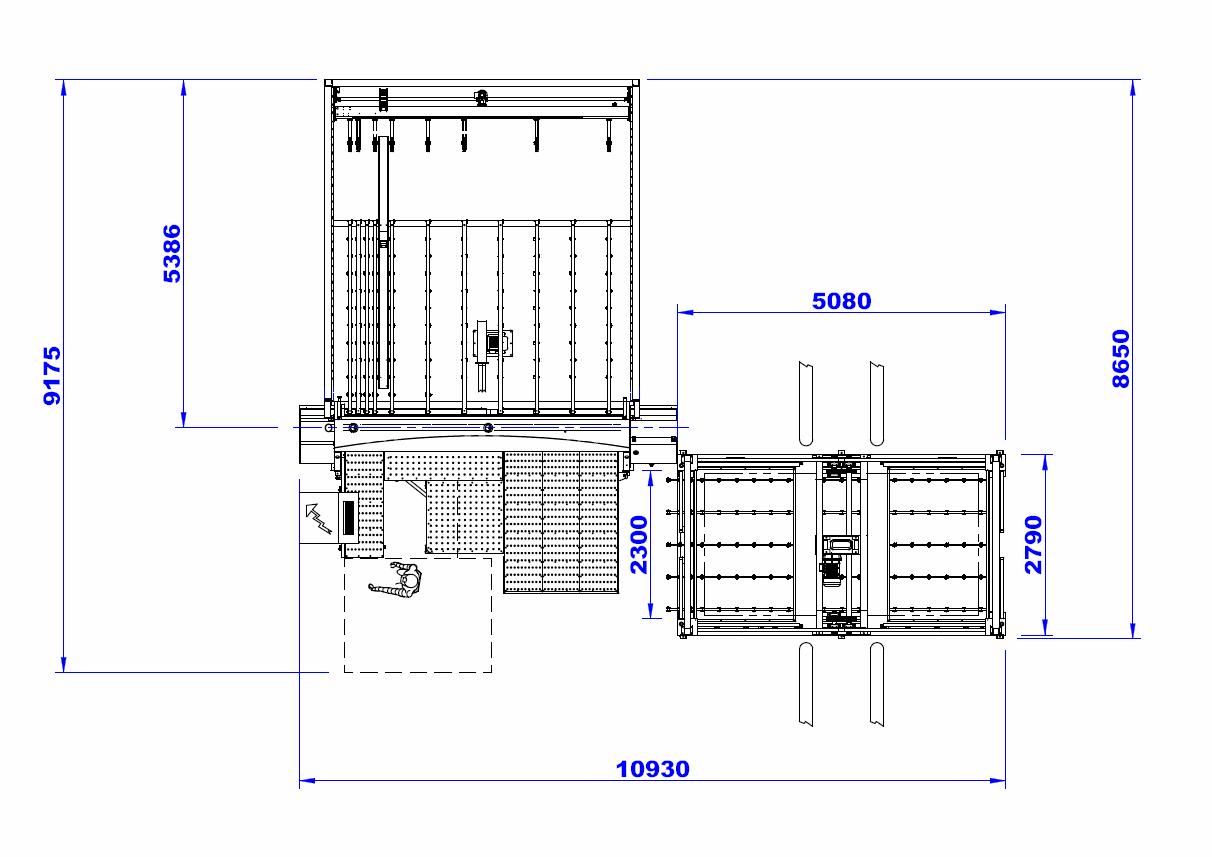
La
movimentazione dei pannelli dalla sezionatrice verso la
bordatrice avviene mediante l’utilizzo di un semplice sistema
di trasporto a
rotelle folli posto lateralmente al piano della sezionatrice. In
funzione dello
spazio a disposizione questo primo tratto di movimentazione
gravitazionale
permetterà anche l’accumulo di alcuni pannelli. I pannelli scenderanno per
gravità o con l’aiuto dell’operatore
verso la
rulliera di introduzione abbinata alla bordatrice. |
||
EDGE - BORDATURA |
||
|
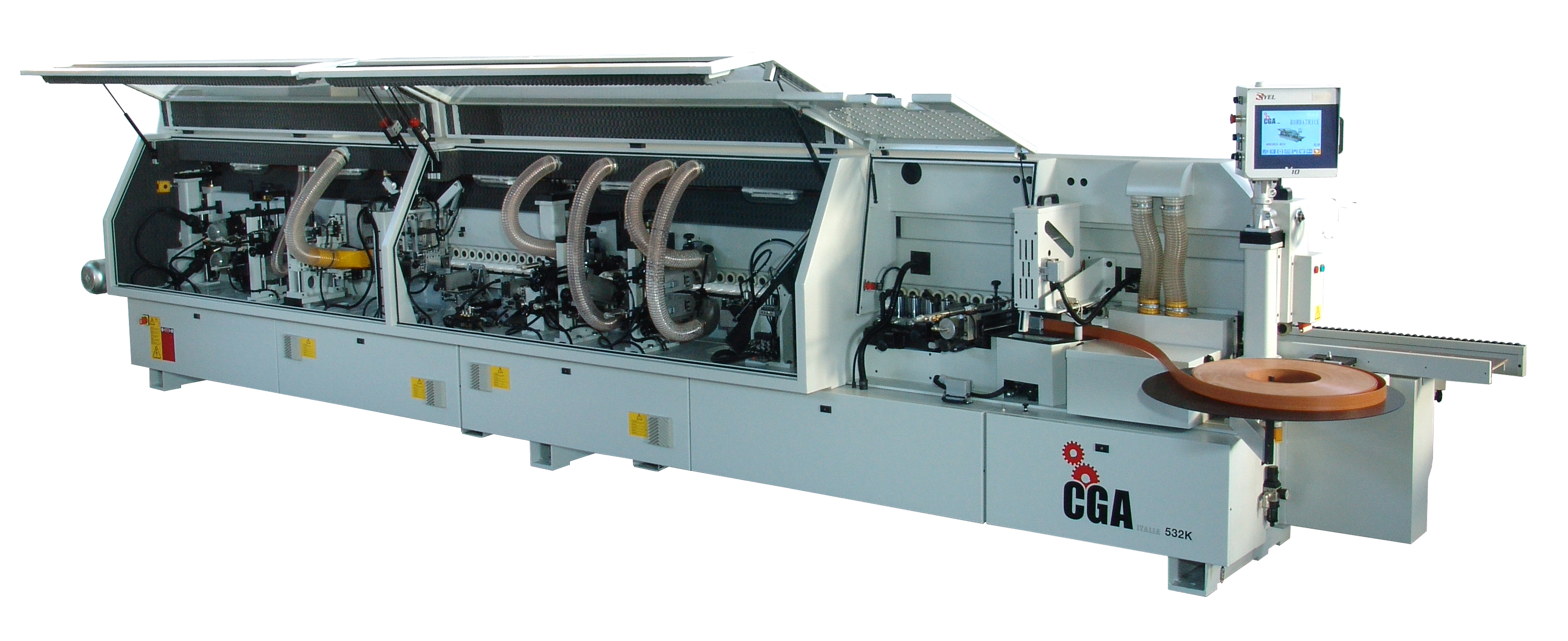
Con
In poco più di 6mt di struttura macchina vengono fornite tutte soluzioni per inserire il prodotto Dynamic one nel sistema di produzione pannelli, dando la possibilità di effettuare tutte le lavorazioni necessarie. Sistemi
ad assi controllati
governano tutti i gruppi che operano sulle finiture e seguono tutte le
specifiche del cliente in modo da otterene la qualità
richiesta, utensili
diamantati installati sui gruppi Rettifica, Sgrossatori, Finitori e
Arrotondatori,
sono garanzia di finitura costante nel tempo!! Gruppi con sistemi di
ottimizzazione del consumo utensile, come i gruppi Rettifica dotati di
sistema
autocentrante, garantiscono la durata degli utensili e quindi un
risparmio
significativo nei costi di gestione. In collaborazione con RIEPE, si
sono
installate 3 stazioni di ulteriore finitura del pannello come
la stazione
antiadesivizzante posta in ingresso macchina per la distribuzione di un
liquido, su tutta la lunghezza del pannello, per la facile
rimozione dei
residui di colla (è altresì installabile
su richiesta la stazione
antiadesivizzante per la coda del pannello); la stazione di
raffreddante-antistaco posta in uscita dal gruppo di pressione per
eliminare
l'effetto statico dei materiali in ABS e PVC e facilitarne
l'aspirazione e per
finire la stazine lucidante posta prima degli speciali gruppi spazzole
RIEPE
DISPANN per ottenere la massima finitura del bordo. La
facilità di programmazione del
sistema S 7 è offerta con il sistema Bar Code per il
richiamo rapido del
programma di funzionamento richiesto. Dynamic
8.10.A - r.a. one può
lavorare pannelli di spessore variabile da Con questo prodotto offre la sua base di partenza per poi ottimizzare, in base alle specifiche del cliente, tutte le possibili modifiche da apportare come: una gestione multi-raggio, una gestione multi-bobine, una velocizzazione, etc. Infatti con una produzione di oltre 800 diverse tipologie di bordatrici, può trovare la soluzione più adatta alle esigenze dei clienti. |
||
AUTOMAZIONE collegamento bordatura-foratura |
||
|
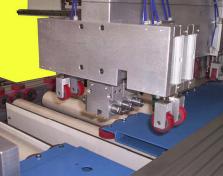
Collegamento per ritorno pannelli – rotazione pannelli – alimentazione foratrice
La
movimentazione e l’automazione
abbinata in uscita alla bordatrice permette di gestire in funzione
delle
necessità di ciclo, sia il ritorno dei pannelli da
reintrodurre nella
bordatrice previa rotazione di 90°-180°, sia la
movimentazione verso la fase
finale della lavorazione del pannello ossia la foratura. Per
permettere quanto
precedentemente detto, viene abbinato in uscita dalla bordatrice un
sistema di
cinghie motorizzate adatte a trasportare i pannelli sia in modo
longitudinale
che trasversale verso la zona di prelevamento da parte del traslatore
che
essendo dotato di un telaio di prelevamento con sistema a depressione,
è in
grado di sollevare il pannello, eseguire qualora necessario la
rotazione di 90°
o di 180° del
pannello in funzione delle
necessità e delle sue caratteristiche dimensionali. Il
compito del traslatore è quello
di trasferire il pannello verso la movimentazione di ritorno dei
pannelli fin
tanto che non verrà terminato il ciclo di bordatura, solo
successivamente la
traslazione avverrà verso la rulliera motorizzata abbinata
alla macchina
foratrice così da ultimare il ciclo di lavorazione del
pannello. |
||
 |
||
BORE - FORATURA E INSERIMENTO |
||
|
Le
macchine ad introduzione ed
avanzamento longitudinale del pannello, appartenenti alla gamma
VECTOR/CN, sono
il risultato dell’esperienza e della ricerca innovativa nel
campo delle
applicazioni automatiche destinate alla foratura ed
all’inserimento della
ferramenta, nei pannelli tipicamente utilizzati nella costruzione del
mobile
sia nei processi di tipo “just in time” sia per la
produzione di piccoli o medi
“lotti”. Tutte
le versioni di questa
gamma di macchine sono caratterizzate da un sistema brevettato ed
innovativo
per il bloccaggio ed il movimento del pannello lungo l’asse X
(avanzamento
longitudinale) che utilizza una speciale ventosa a scorrimento lineare
autoallineante. Estremamente performante e vantaggioso risulta essere il sistema laser di rilevamento automatico del “punto zero” in coordinata X (lunghezza pannello) in quanto permette oltre alla “lettura” del lato di testa del pannello anche una rilettura del lato di coda, rendendo così possibile una misurazione effettiva del pannello con il recupero delle eventuali tolleranze.
La
macchina è costituita da una
struttura monoscocca elettrosaldata in lamiera di elevato spessore,
opportunamente lavorata per permettere il fissaggio dei precisi
cinematismi di
movimento delle diverse unità di lavoro. Il movimento
longitudinale del
pannello posto in lavorazione avviene su di un piano a rulli suddiviso
in tre
settori: area di carico (motorizzata), area di lavoro (rulli
rettificati), area
di scarico (motorizzata). La
nostra tecnologia ci
permette in modo estremamente semplice d’integrare la
VECTOR/Cn all’interno di
una cella di produzione con logica “lotto uno”,
così come posizionarla in una
linea di montaggio o più semplicemente di abbinarla ad
eventuali sistemi di
carico e scarico automatizzati del pannello. Le
VECTOR/Cn sono disponibili
nelle versioni SH (singola testa operatrice) e DH (doppia testa
operatrice). La
nostra azienda mediante il suo staff tecnico è in grado di
realizzare soluzioni
estremamente personalizzate dando risposta alle più svariate
esigenze
produttive garantendo il miglior rapporto tra prezzo e prestazioni. Tipicamente
si possono eseguire
operazioni di: forature verticali, orizzontali, fresature lineari ed
interpolate, scanalature ed inserimento di
“ferramenta”, passando da un pezzo
all’altro con estrema facilità senza alcuna
necessità di “set-up”
macchina. Per
ciò che concerne le
dimensioni dei pannelli lavorabili si passa da una lunghezza minima di Si utilizzano gli innovativi monoblocchi di foratura dotati dell’esclusivo e brevettato “blocco meccanico ad espansione” che risulta abbinato al sistema pneumatico di selezione e deselezione dei mandrini. Grazie a questo sistema ed al movimento meccanico dell’asse “Z”, sì ottiene il corretto e costante controllo dell’utensile durante le fasi di foratura a tutto vantaggio della qualità e precisione dell’operazione eseguita specialmente durante l’uso di grandi diametri o l’esecuzione di fori “passanti”.
La
VECTOR/Cn è
configurabile con un minimo di 28 mandrini indipendenti verticali
superiori di
foratura sino ad un Ampia è la scelta tra specifici aggregati di ultima generazione adatti ad eseguire operazioni complementari quali la fresatura (pantografo HSK-F63) con l’abbinamento di magazzini per il cambio automatico degli utensili, la scanalatura (gruppo a lama circolare) e l’inserimento della ferramenta (basette, guide cassetto, bussole, spine, etc.) il tutto sempre entro i limiti tecnologici della macchina. In
funzione di specifiche esigenze
è inoltre possibile equipaggiare la macchina con una testa
operatrice
inferiore dotata di mandrini indipendenti di foratura. La
VECTOR/Cn è dotata di un
quadro comandi, all’interno del quale è alloggiato
un PC di ultima generazione,
utilizzato come interfaccia uomo/macchina. Per la gestione indipendente
degli
assi e dei diversi Inputs/Outputs, si utilizza un CN capace di gestire
da un
minimo di 3 assi sino a 8. Per
la preparazione dei
programmi di lavoro, si utilizza un potente software
“userfriendly”, integrato
in ambiente WINDOWS-XP. Sono disponibili programmi per la
lettura ed
interpretazione di “codici a barre”. L’architettura
del sistema di
programmazione essendo basata sull’uso di un PC standard,
rende estremamente
semplice e poco costoso il collegamento verso i sistemi di
“rete aziendale”
tipicamente utilizzati per il trasferimento e la gestione dei dati
(trasmissione liste di produzione, invio e ricerca su archivi
part-program
remoti). Nella configurazione base è
già fornito un sistema modem per il
collegamento mediante internet al nostro centro di
“teleassistenza”. |
||