|
 |
 |
 |
 |
 |
||
| 13 - 17 Mai 2014 Pav. 1 Stand. 64 |
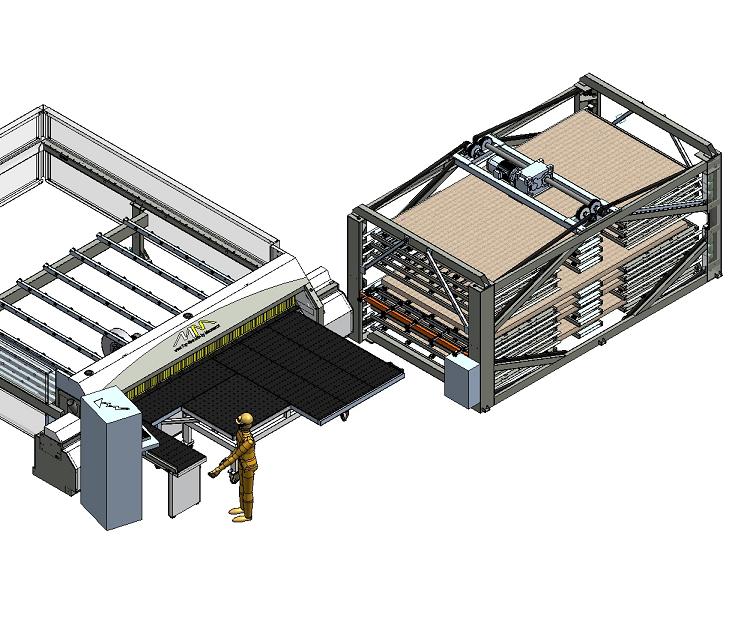
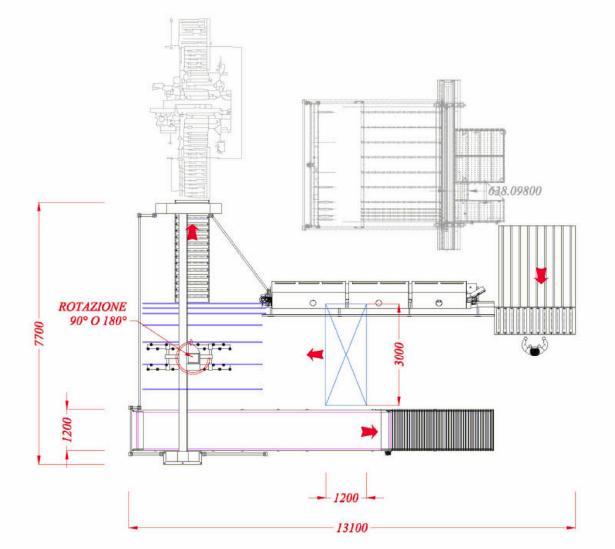
Just in time furniture line |
 |
||
 |
||
| |
||
|
|
||
|
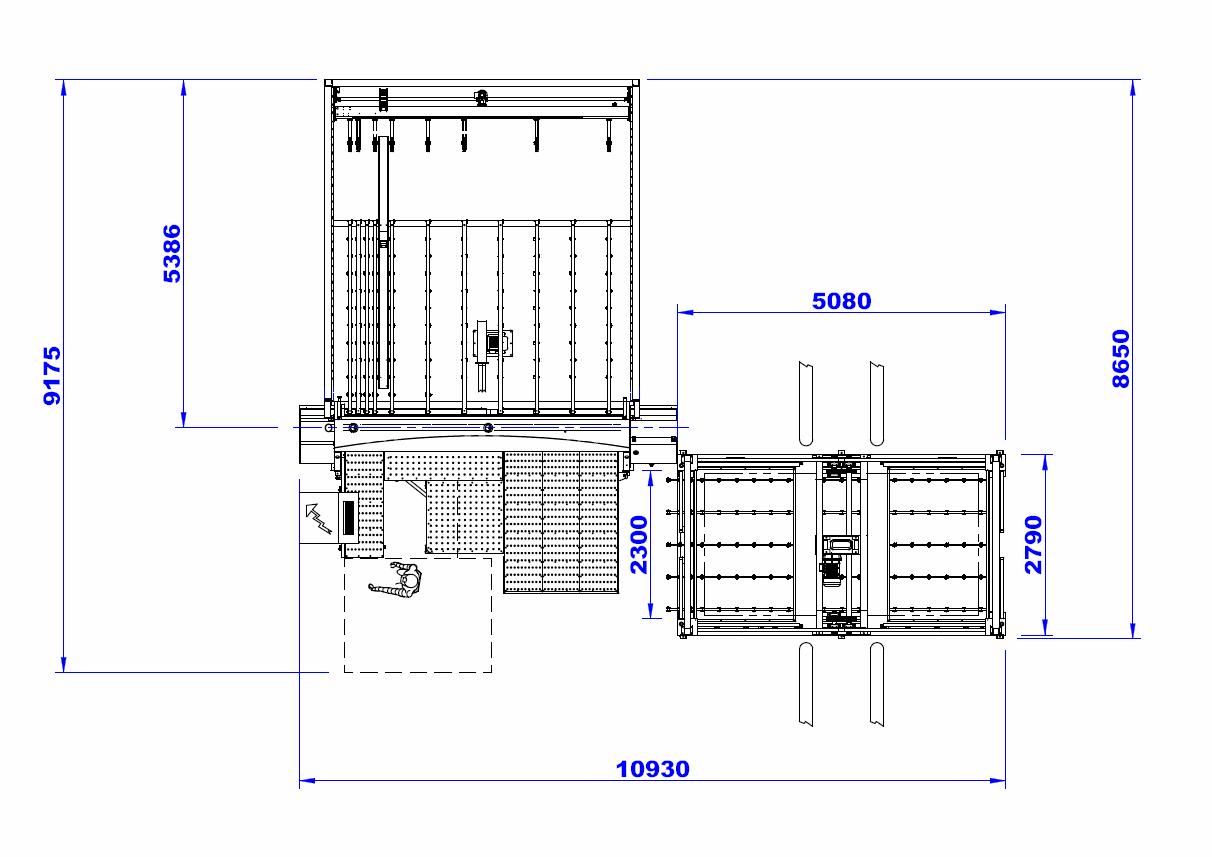
L’EXPERIENCE DE PLUSIEURS GENERATIONS DE TROIS ENTREPRISES CONNUES ET SPECIALISEES DE L’HITECH GROUP LES MENE A EXPOSER A LA PROCHAINE FOIRE XYLEXPO – PAVILLON 2 – UNE « LIGNE JUST IN TIME POUR LE COUPE AVEC SCIE A PANNEAUX, L’ USINAGE AVEC PLAQUEUSE ET PERCEMENT/INSERTION DE LA FERRURE DE QUANTITES FLEXIBLES » AVEC LAQUELLE ON EVALUE DE POUVOIR PRODUIRE MÊME 16 CUISINES-TYPE A CHAQUE EQUIPE DE TRAVAIL.
|
||
 |
||
SCIE A PANNEAUX |
||
|
Macmazza
commence cette ligne avec une nouveauté du secteur
de
l’automation que nous avons brevetée et qui
s’appelle PIERO, comme notre expert de valeur.
Il
s'agit d'un
magasin flexible de
chargement/stationnement/déchargement
qui élimine la présence continuelle et couteuse
du
chariot élévateur dans l'île de travail
où
se trouve la machine pour l'usinage de panneaux ou de parties de
panneaux à recycler. Par
conséquence les clients hésitent à
investir dans des machines plus performantes. L'opérateur
du chariot élévateur qui vient du magasin
principal des
panneaux ou du fournisseur peut donc organiser à l'avance la
fourniture à l'ile de travail en chargeant les stations
flexibles de PIERO en temps masqué (pendant que
l'opérateur travaille à la machine).
Cela permet
également de libérer quelques stations des
déchets
qui ne peuvent pas être recyclés
immédiatement, en
laissant à côté de
l'opérateur les panneaux
de couleur, dimensions et matériel nécessaire
pour donner
suite aux commandes flexibles plus urgentes.
Macmazza
a profité du ralentissement actuel du marché,
non seulement pour investir dans des solutions 'out of wood' comme la
coupe de panneaux en plastique, aluminium, fibrociment etc. de 130 mm
d'épaisseur, mais aussi dans des projets et brevets pour
cette
'automation pour panneaux' qui peut alimenter d'une façon
efficace des îles de travail flexibles à petits
lots et/ou
départements hors mesure avec toutes les machines qui
usinent
des panneaux 'in' ou 'out of wood'. |
||
AUTOMATION Liaison entre la scié à panneaux et la plaqueuse de chant |
||
|
La movimentation des panneaux de la scié à panneaux vers la plaqueuse de chant arrive par un simple système de transport à roues folles qui se trouve latéralement au plan de la scié. En fonction de l’espace à disposition, cette première partie de movimentation gravitationnelle permettra aussi le cumul de quelques panneaux. Les panneaux descendront pour gravité ou avec l’aide de l’operateur vers le système de roulement d’introduction adjointe à la plaqueuse de chant. |
||
PLAQUEUSE |
||
|
Avec
la plaqueuse de chants Dynamic version 8.10.A - r.a. one, souhaite
apporter le concept et la technologie de bordage
également aux petites et moyennes entreprises. Il
s’agit
de systèmes simples qui ont d’excellentes
prestations et
un rapport qualité-prix imbattable et qui garantissent la
précision, la fiabilité et surtout
laflexibilité que a toujours offert à
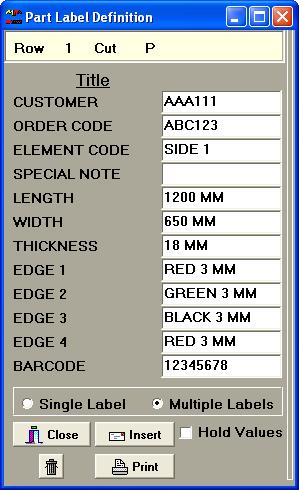
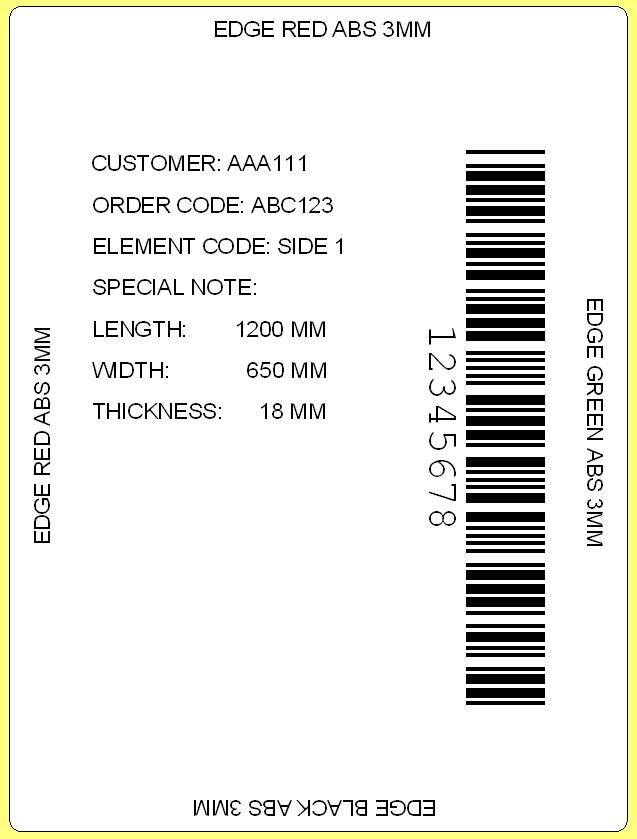
ses clients. Une structure portante à peine plus grande que 6 m fournit toutes les solutions pour intégrer le produit Dynamic one dans le système de fabrication panneaux, ce qui permet d’effectuer toutes les productions nécessaires. Des systèmes à axes contrôlés gèrent tous les groupes qui opèrent sur les finitions et suivent toutes les spécifications du client de manière à obtenir la qualité demandée. Des outils diamantés installés sur les groupes rectificateurs, ébaucheurs, finisseurs et arrondisseurs garantissent une finition constante dans le temps !! Des groupes avec des systèmes d’optimisation de la consommation outil, tels que les groupes rectificateur dotés de système auto centrant, garantissent une durée d’utilisation des outils et donc une économie significative des coûts de gestion. Avec la collaboration de RIEPE, nous avons installé 3 stations de finition supplémentaire du panneau : la station antiadhésive, située en entrée de la machine pour distribuer un liquide sur toute la longueur du panneau, qui permet d’enlever facilement les résidus de colle (nous pouvons en outre installer sur demande la station antiadhésive pour la queue du panneau), la station refroidissante-antistatique placée en sortie du groupe de pression pour éliminer l’effet statique des matériaux en ABS et PVC et en faciliter l’aspiration et, pour finir, la station de brillantage placée avant les groupes spéciaux brosses RIEPE DISPANN pour obtenir une finition optimale du chant. Le
Bar Code facilite la programmation du système S 7
grâce au
rappel rapide du programme de fonctionnement souhaité. Dynamic 8.10.A - r.a. one peut travailler des panneaux d’une épaisseur variant de 8 mm à 60 mm et avec 2 vitesses d’avancement fixes à 11 m/1' et 18 m/1. Avec ce produit, offre une base pour optimiser ensuite, suivant les spécifications du client, toutes les modifications possibles telles que : la gestion multi-rayons, la gestion multi-bobines, l’accélération, etc. En effet, avec une production de plus de 800 typologies différentes de plaqueuses, peut parfaitement répondre à toutes les exigences des clients.
|
||
AUTOMATION Liaison entre la plaqueuse de chant et la perceuse |
||
|
Liaison
pour le retour des panneaux - la rotation des panneaux
– l’alimentation de la perceuse La
movimentation et l’automation adjointe en sortie
à
la plaqueuse permet de gérer, en fonction des
nécessités du cycle, soit le retour des panneaux
à
la plaqueuse de chant après rotation de
90°-180°, soit
la movimentation vers la phase finale de l’usinage du
panneau,
c’est à dire le percement. |
||
 |
||
PERCEUSE |
||
|
Les
machines à introduction et avancement longitudinal
du
panneau, qui appartiennent à la gamme VECTOR/CN sont le
résultats de l'expérience et de la recherche
innovante
dans le champ des applications automatiques destinées au
perçage et à l'insertion de la
quincaillerie, dans
les panneaux typiquement utilisés dans la construction du
meuble
soit dans les procès de"just in time" soit pour la
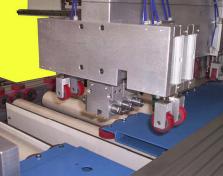
production de petits ou moyens "lots " . Toutes les versions de cette gamme de machines sont caractérisées par un système breveté et innovant pour le blocage et le mouvement du panneau en direction de l'axe X, (avancement longitudinal), lequel utilise une ventouse spéciale à écoulement linéaire auto –alignant . Extrêmement performante et avantageux résulte être le système laser de relèvement automatique du "point zéro" en coordonné X, (longueur panneau) , en tout ce qu'il permet au-delà à la "lecture" du côté de tête du panneau aussi une relecture du côté de queue, en rendant possible une mesurage effective du panneau avec le recouvrement des tolérances éventuelles. La
machine est constituée par une structure
monocoque
electrosoudée en tôle
d'épaisseur
élevée, opportunément
travaillée pour
permettre lafixation des cynématismes
précis de mouvement des différentes
unités de travail. Le mouvement longitudinal du panneau mis en travail arrive sur une table à roulements subdivisés en trois secteurs: zone de charge (motorisée) zone de travail (roulements rectifiés), zone de déchargement ( motorisée). Notre technologie nous permet de manière extrêmement simple d’inserèr la VECTOR/Cn à l'intérieur d'une cellule de production avec logique ‘lot un’,ou au contraire de la positionner dans une ligne d'assemblage ou simplement de l'assortir à systèmes éventuels de charge et déchargement automatisés du panneau. Les machines VECTOR/Cn sont disponibles dans les versions SH (tête unique opératrice) et DH (tête double opératrice). Notre usine par son staff technique est apte à réaliser solutions extrêmement personnalises en donnant réponse aux exigences productives les plus variées en garantissant le meilleur rapport entre prix et performances.
On peut exécuter opérations typiquement de: perçage verticales, horizontales, fraisages linéaires et interpolez, rainurages et insertion de "quincaillerie", en passant d'une pièce à l'autre avec extrême facilité sans aucune nécessité de "set-up" machine. Par ce qu'il concerne les dimensions des panneaux usinables on passe d'une longueur min. de 300 mm. à une maxime de 3200 mm., d'une largeur min. de 130 mm. à une maxime de 1200 mm.; tandis que la maximum épaisseur usinable arrive aux 60 mm. On
utilise les innovants monoblocs de perçage
doués du
" exclusif et breveté bloc mécanicien
à
expansion" lequel résulte jumelé au
système
pneumatique de sélection et non-
sélection des
mandrins. Grâce à ce système et au
mouvement
mécanique de l'axe "Z", on obtient le
contrôle
correct et constant de l'outil pendant les phases de perçage
à toute avantage de la qualité et
précision
de l'opération exécutée
spécialement
pendant l'usage de grands diamètres ou
l'exécution de
trous "débouchants". La
VECTOR/Cn est configurable même avec un minimum de 28
mandrins
supérieurs verticaux indépendants de
perçage
jusqu’a un maximum de 50. Dans les versions base
sont
présent en outre quelques tetes
horizontales que
rendent possibles l’exécution des
perçages
sur les 4 côtés horizontaux du panneau.
.
Pour
la préparation des programmes de travail, on utilise un
logiciel puissant "userfriendly", L'architecture du système de programmation en étant basée sur l'usage d'un PC standard, rend extrêmement simple et peu cher la liaison vers les systèmes de "réseau d'entreprise" typiquement utilisés pour le déplacement et la gestion des données ( transmission listes de production, envoi et recherche sur archives part-program lointains ) . Dans la configuration de base il est fourni déjà un système modem pour la liaison par internet à notre centre de "tele-assistance ." |
||